| Die CNC Fräse |
||
|
So
ich glaube es selber kaum, aber ich habe mal wieder Zeit und Lust meine
Webseite zu aktualisieren ;-) . Wie die Überschrift schon sagt, handelt es sich um einen „Traum“ den ich schon seid einiger Zeit habe. Es geht um eine Computerized Numerical Control – Fräse, kurz CNC – Fräse. Computerized Numerical Control steht für computerisierte numerische Steuerung und ist eine Methode zur Steuerung von Maschinen. Ich will euch jetzt nicht länger mit Details nerven denn ich denke, dass die Meisten die zu meiner Internetseite finden, ohnehin wissen was eine CNC-Fräse ist und was man damit schönes machen kann. Ja die Sache mit der CNC-Fräse habe ich eigentlich schon im Kopf, seit dem ich mich mit Modellbauen beschäftige. Richtig intensiv beschäftigt habe ich mich zum ersten Mal, vor ca. 10 Jahren mit dem Thema CNC. Zu dieser Zeit musste ich aber leider feststellen, dass der Bau einer CNC-Fräse mich zu viel Geld kosten würde und ohne einen kleinen Maschinenpark im Keller wohl auch nicht zu bewältigen wäre. Aber vor vier Jahren (2003) bin ich wieder über mein altes CNC-Thema gestolpert. Ich hatte meinen DIY-Beamer gerade fertig und wollte auch schon wieder einen neuen bauen, als ich durch Zufall auf eine super Internetseite gestoßen bin. Peters-CNC-Ecke http://5128.rapidforum.com. Nach dem ich mich einige Wochen quer durch das Forum gelesen hatte, stand meine Entscheidung fest. „Ich baue mir eine CNC-Fäse“. Okay leichter gesagt als getan. Erstens brauchte ich das nötige Kleingeld und noch die eine oder andere Maschine in meinem Keller. Lange Rede kurzer Sinn, ich habe mir eine Drehbank gekauft, das eine oder andere Werkzeug und schon konnte es losgehen |
||
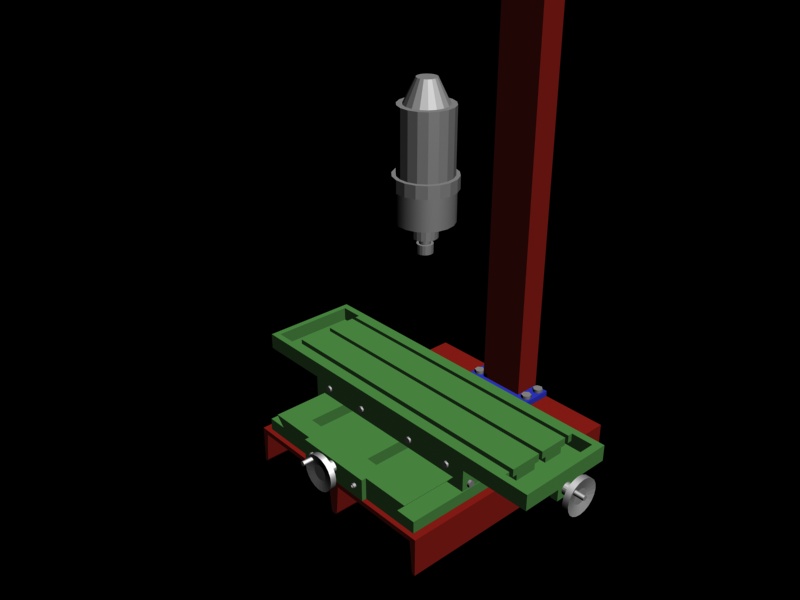
| Hier
ein Bild meiner ersten Planung:
|
||
 |
||
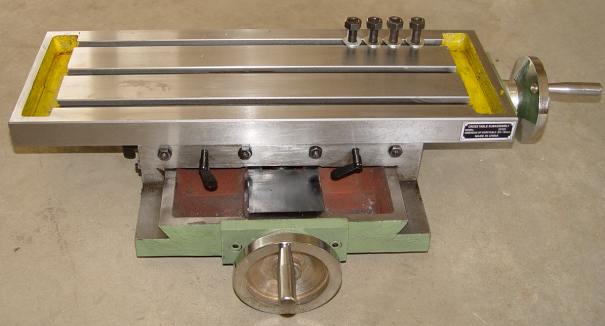
| In
den Grundzügen ist die Maschine auch so gebaut worden wie ich sie
geplant habe, aber eben wirklich nur in den Grundzügen. Und jetzt
würde ich sie vermutlich schon wieder ganz anders aufbauen. Leider
kommen viele Ideen nur während des Bauens oder gar erst wenn die
Fräse schon im Einsatz ist. In meinem ersten Plan sah ich vor, die Fräse aus einem fertigen Kreuztisch (HBM200) und einigen U-Trägern zu bauen. Den fertigen Kreuztisch habe ich gewählt, um Kosten und viel Zeit zu sparen. Der fertige Kreuztisch hat mich ca.160€ gekostet. Ein Eigenbau aus Linearführungen wäre um ein Vielfaches teurer gekommen! Nach einigem Anraten aus dem Forum (CNC-Ecke) habe ich die Säule für die Z-Achse noch zweimal größer gebaut als geplant. Leider ist sie jetzt immer noch zu schwach, später mehr dazu. |
||
|
||
 |
||
|
||
 |
||
|
||
 |
||
| Der
Antrieb der Achsen (X-Y-Z) sollte mit Schrittmotoren realisiert werden.
Dies ist eine günstige und gute Alternative zu Servomotoren. Da
aber glücklicherweise während meiner Planungsphase im CNC-Forum
eine Eigenbauservosteuerung entwickelt wurde, bin ich dann doch zum
Servoantrieb umgeschwenkt. Der Antrieb der Achsen mit Servomotoren hat
einige Vorteile wie z.B. eine hohe Dynamik und einen sehr niedrigen
Geräuschpegel. Das Kernstück der Servosteuerung ist ein auf
einem AVR Atmel Chip geschriebener PID-Regler der von Uli Huber entwickelt
wurde http://www.uhu-servo.de . Prinzipiell funktioniert eine Servosteuerung ganz einfach. Die UHU-Steuerung wird vom Parallelport des PCs mit Steuersignalen versorgt. Der PC sagt der Steuerung also wo genau jeder der drei (X-Y-Z) Servomotoren zu stehen hat. An den Servomotoren sind Encoderscheiben angebracht die, je nach Typ der Encoder zwischen 100 – 1000 Impulse je Umdrehung ausgeben. Aus diesen Impulsen errechnet der UHU-Chip dann die Position der Achsen und regelt die Servomotoren so, dass diese ihre Position auch halten. |
||
|
||
|
|
||
|
||
 |
||
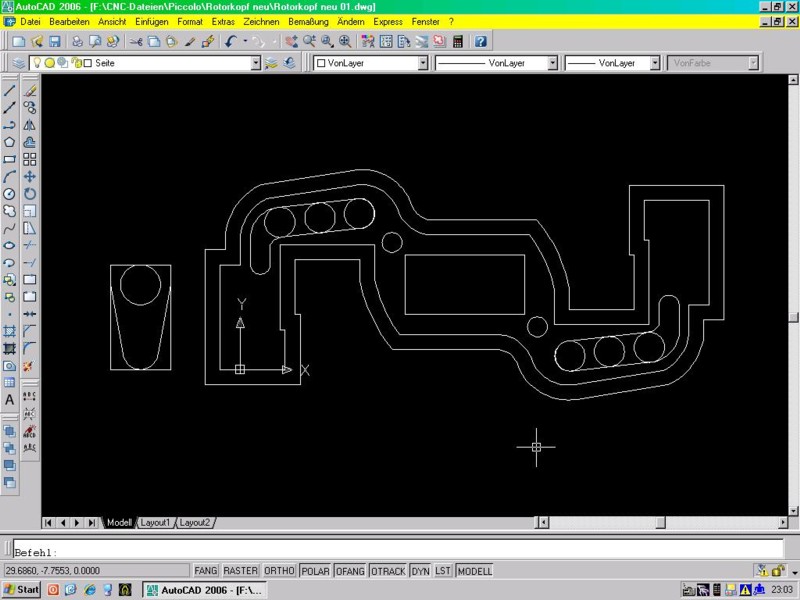
| Wenn
ihr euch schon fragt, woher denn der PC eigentlich die Steuersignale „hernimmt“,
will ich euch das noch schnell erklären. Die Signale kommen von einer Software die auf dem PC installiert ist, bei mir ist es die sehr bekannte Steuersoftware Mach3 von Artsoft http://www.artsoftcontrols.com . Diese Software formt die Codelisten, die aus einer CAD-Zeichnung gewonnen werden, in die Steuersignale um, die dann zur Steuerung der Servos benötigt werden. Die Codelisten werden wiederum mit Hilfe eines Programms aus einer CAD-Zeichnung erstellt. Hier verwende ich eine tolle Freeware vom Michael Brix namens „CADtoCNC“. „CADtoCNC“ ist ein Tool, dass sich in AutoCAD einbaut und dann von dort aus die Zeichnungen direkt in einen CNC-Code umformt. Das Tool ist ein echter Geheimtipp. So jetzt noch mal schnell von Anfang an: |
||
| - Ich
zeichne in AutoCAD eine Figur, z.B. ein Rechteck (50 mal 80mm) - CADtoCNC wandelt mir die Zeichnung ich einen CNC-Code um - Mach3 verarbeitet diesen CNC-Code und gibt die Steuersignale an den Parallelport der PCs - Diese Steuersignale werden von der Servosteuerung verarbeitet und diese treibt dann die Servomotoren so an, dass meine Fräse das von mir gezeichnete Rechteck mit 50 mal 80mm abfährt. |
||
|
||
 |
||
|
||


|
||
|
||
 |
||
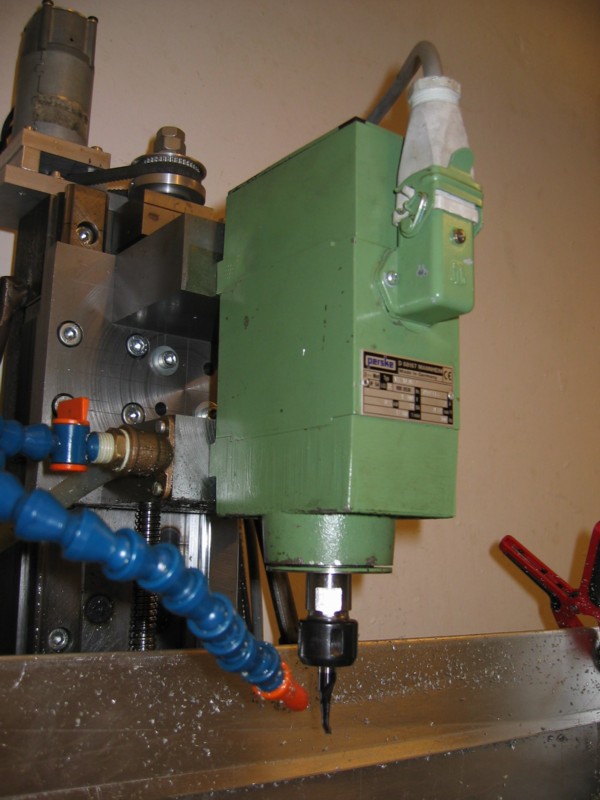
| Zum Fräsen
benötigt man natürlich auch noch einen Antriebsmotor für
die Fräser. Hier hatte ich in meiner ersten Planung einen Fräsmotor
aus eine Oberfräse für Holz eingeplant. Dieser Typ vom Fräsmotor
ist bei Hobbyfräsmaschinen sehr verbreitet. Leider ist der Motor
nur bedingt zum Fräsen mit „größeren“ Fräsern
(6-8mm) geeignet. Zum Zerspanen von Stahl ist er sogar gänzlich die
falsche Wahl! Durch Zufall und sehr viel Glück bin ich durch Ebay an einen Perskefräsmotor www.perske.de gekommen. Diese Fräsmotoren sind für den professionellen Einsatz gebaut und kosten normal mehrere hundert Euro. Ein Motor in der Größe, den ich für meine Fräse benötige, kostet ca. 400-700€. Meine Ebayschnäppchen hat mich 200€ gekostet und war praktisch neu!. |
||
|
||
  |
||
|
||
 |
||
|
So
da ihr jetzt die wichtigsten Teile meiner CNC-Fräse kennt, komme
ich jetzt noch zum Bau der Fräse. Wie oben schon erwähnt, benötigt man eigentlich eine Fräse um sich eine CNC-Fräse zu bauen. Das ist so wie mit dem Ei und dem Huhn ;-). Ne mal im Ernst, man benötigt so viele präzise Teile zum Bau einer solchen CNC-Fräse, dass man ohne Maschinenpark fast keine Chance hat, sich so eine Maschine zu bauen. Ich habe mir also zunächst eine Drehbank gekauft, um mir wenigsten die benötigten Drehteile selber herstellen zu können. Mit ein paar Tipps und Tricks kann man dann auf der Drehbank auch einige einfache Teile fräsen. Für die großen Teile musste ich aber noch eine Lösung finden. Ich habe dann einfach einige Firmen in der Umgebung abgeklappert und gefragt, wer mir denn meine Teile Fräsen könnte. Es fand sich fast immer ein netter Mitarbeiter der mir für eine gutes Trinkgeld ein paar Sachen gefräst hat. „Gutes Trinkgeld“ kann aber leicht mal bis zu 100€ sein ( ca. 3 Stunden Arbeit). Na ja, Fräsen ist eben nicht billig! |
||
|
||
 |
||
|
Nach
dem ich meine Unterkonstruktion wieder vom Fräser zurückhatte,
wurden die beiden Teile miteinander verschraubt. |
||
|
||
 |
||
|
Dann
wurde der Kreuztisch montiert und die Komponenten der Z-Achse angebracht. Die Z-Achse läuft wie auf den Bildern zu sehen, über Linearführungen. Am Ende des Z-Auslegers befindest sich der Fräsmotor. |
||
|
||
 |
||
|
||
 |
||
|
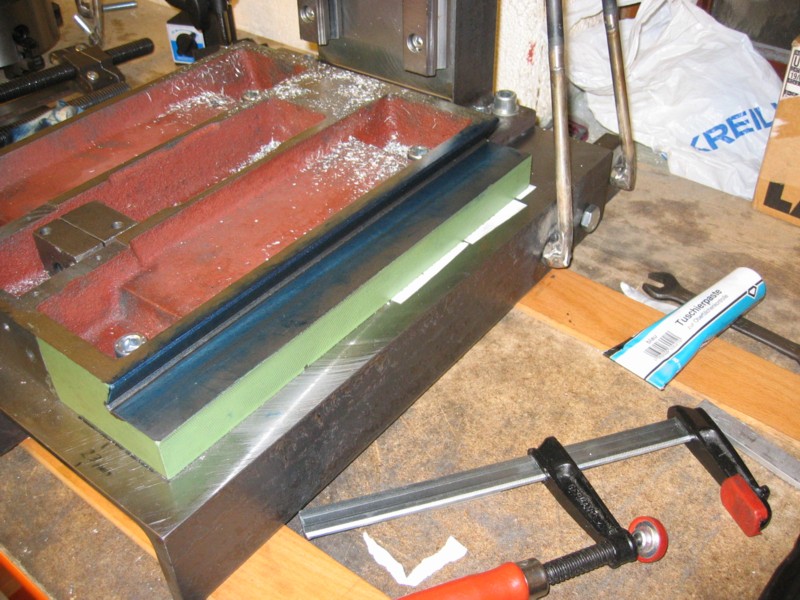
Wie
schon ganz am Anfang erwähnt, ist die Säule der Z-Achse etwas
zu schwach ausgefallen. Ich konnte mir bei der Planung einfach nicht
vorstellen, dass sich ein 120mm breiter und 60mm tiefer U-Träger
so leicht verbiegen lässt. Verbiegen ist natürlich immer relativ
gesehen. Bei eine Fräsmaschine sind 0,1mm schon eine Menge. Und so kam ich auf die Idee mit den Spannschlössern wie hier zu sehen. |
||
|
||
 |
||
|
Diese
Spannschlösser stützen die Z-Säule jetzt noch zusätzlich
ab. Vor der Montage der Spannschlösser konnte ich bei einem Druck
(von vorne) von ca. 80kg ein Ausweichen des Trägers von ca. 0,2
– 0,3 mm am oberen Ende des U-Trägers messen. Durch die Montage
der Spannschlösser konnte ich diesen Wert auf 0,05 – 0,06
mm reduzieren. Zu guter Letzt habe ich die Z-Säule noch mit Spezialbeton ausgegossen. Dadurch werden dynamische Schwingungen beim Fräsen nochmals verringert. |
||
|
||
 |
||
|
Als
die Fräse dann soweit montiert war, musste ich feststellen, dass
der doch sehr günstige Kreuztisch vom Typ HBM 200 nicht ganz umsonst
so günstig war. Von Aufbau und Stabilität hat der HBM200 sicher ein sehr gutes Preis–Leistungs-Verhältnis, aber die Maßhaltigkeit ist nicht so lobenswert. Okay für 160€ kann man auch nicht so viel erwarten. Also habe ich den Kreuztisch komplett zerlegt und bin damit wieder in die nächste Metallverarbeitungsfirma gefahren. Dort wurden die Führungen des Kreuztisches neu überfräst. Das war ein ganz schöner Aufwand, der mich mal schnell wieder 140€ gekostet hat. Aber es hat sich gelohnt! Vor der Überarbeitung hatte ich eine Winkelabweichung von 0,1 – 0,15 mm auf 100mm Verfahrweg der Achse. Nach der Überarbeitung lag dieser Wert nur noch bei 0,01 mm auf 100mm Verfahrweg der Achse! Das ist ein super Wert für eine Eigenbaufräse. |
||
|
Jetzt
konnte man eigentlich schon fräsen, aber leider nur von Hand und
ich wollte ja eine CNC. Also weiter geht’s. Zum Anfang hatte ich geplant, die original Trapezspindeln des HBM200 zu verwenden, aber diesen Gedanken habe ich sehr schnell wieder verworfen. Eine Trapezspindeln hat ein viel zu großes Umkehrspiel. Umkehrspiel ist der Weg der sich ergibt, wenn man die Spindel vorwärts dreht und dann die Drehrichtung umkehrt. Der Weg der bei der Umkehr entsteht ist das sogenannte Umkehrspiel. Bei einer Trapezspindel liegt dieser Wert zwischen 0,1–0,5mm. Und mit einer Fräse die 0,5mm ungenau ist, kann man nicht einmal zur Holzbearbeitung brauchen! Es mussten also Kugelumlaufspindeln her. |
||
|
||
 |
||
|
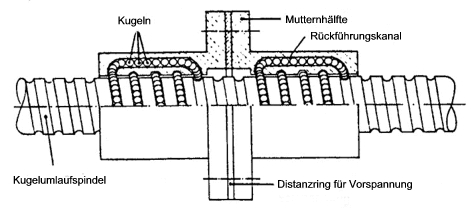
Die
Muttern der Kugelumlaufspindel sind fast wie Kugellager aufgebaut und
können somit fast spielfrei hergestellt werden. Umkehrspiel 0,00
– 0,05 mm. Zudem haben diese Spindeln durch die Kugellagerung
fast keine Reibungsverluste und lassen sich dadurch sehr leicht bewegen. Ich habe mich für günstige KG-Spindeln von Isel www.isel.de entschieden. Eine Mutter kostet immerhin noch ca. 50€. Die Spindel ist sehr preiswert mit 30€ je Meter. Gute KG-Muttern kosten bis zu 1000€. |
||
|
||
 |
||
|
Nach
der Endbearbeitung (Spindel wird als Meterware gekauft) musste ich die
KG-Spindeln nur noch auf meine Achsen einpassen. Das war recht einfach,
da ich ja mittlerweile schon mit meiner Fräse fräsen konnte
;-). Wenn auch nur von Hand, aber besser als gar nicht! Nachdem diese
Arbeit abgeschlossen war, konnte es an den Anbau der Servomotoren gehen. |
||
|
||
|
|
||
|
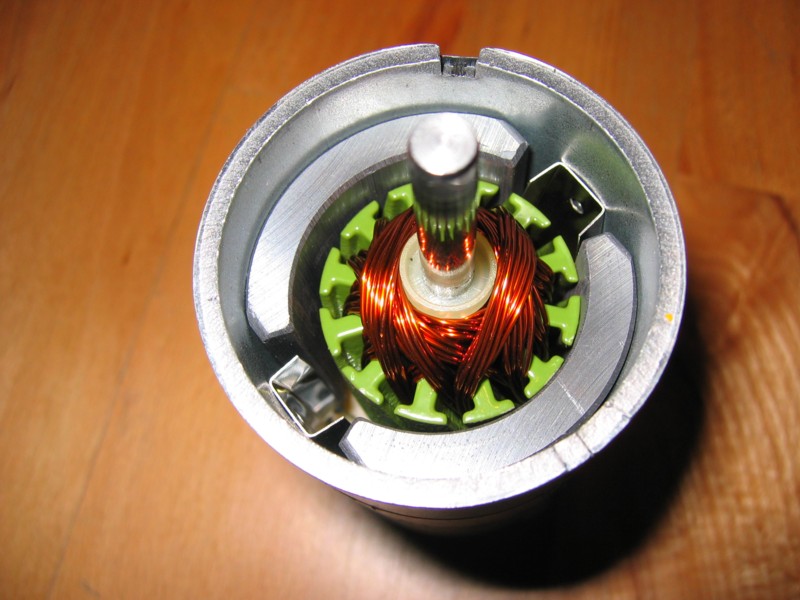
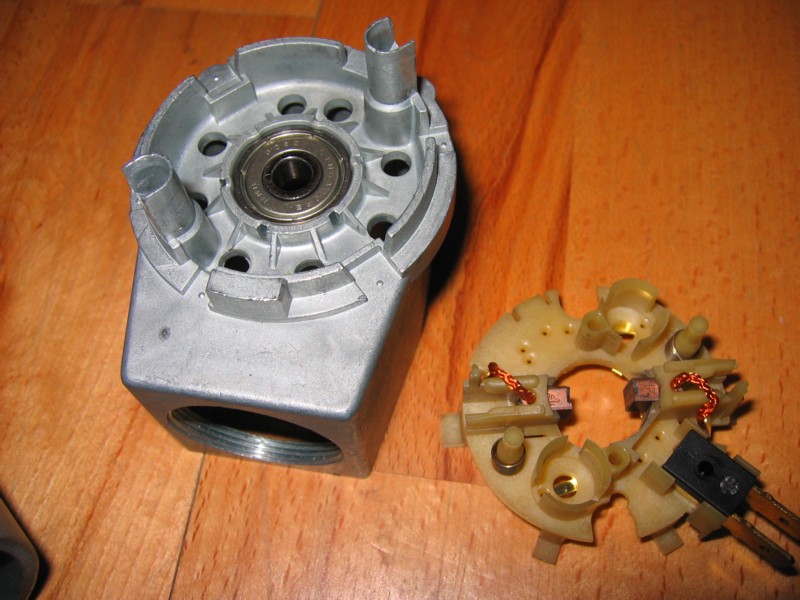
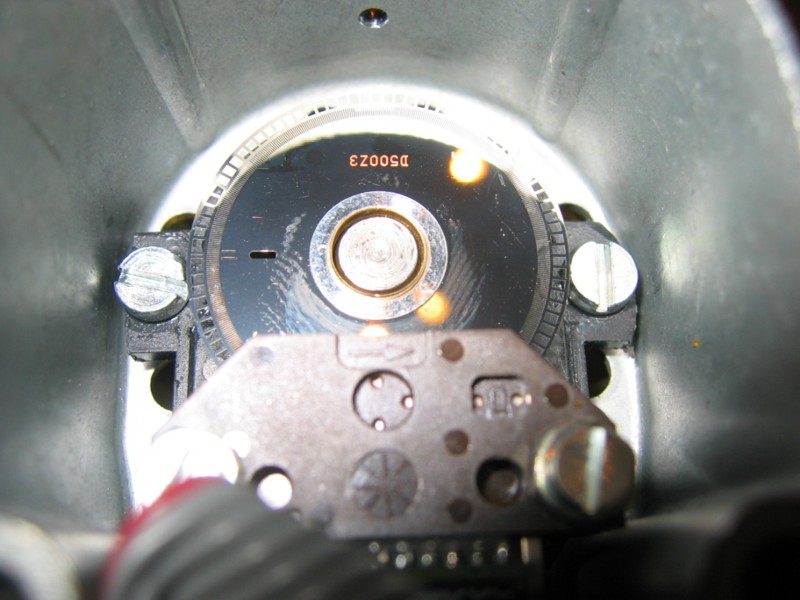
Da
ich auch hier wieder versucht habe zu sparen („echte“ Servomotoren
kosten neu 200-600€ je Stück), bin ich durch Ebay zu sehr
preiswerten Motoren gekommen. Leider hatten diese noch keine Encoder
montiert, aber das habe ich mir einfach selber gemacht. So jetzt hatte
ich Servomotoren (ohne Encoder sind es nämlich nur normale Gleichstrommotoren)
zum Stückpreis von nur 45€. |
||
|
||
  |
||
|
||
  |
||
|
Der
Anbau der Motoren war schnell erledigt und ich konnte zum ersten Mal
meine Servosteuerung (UHU-Steuerung) testen. |
||
|
||
  |
||
|
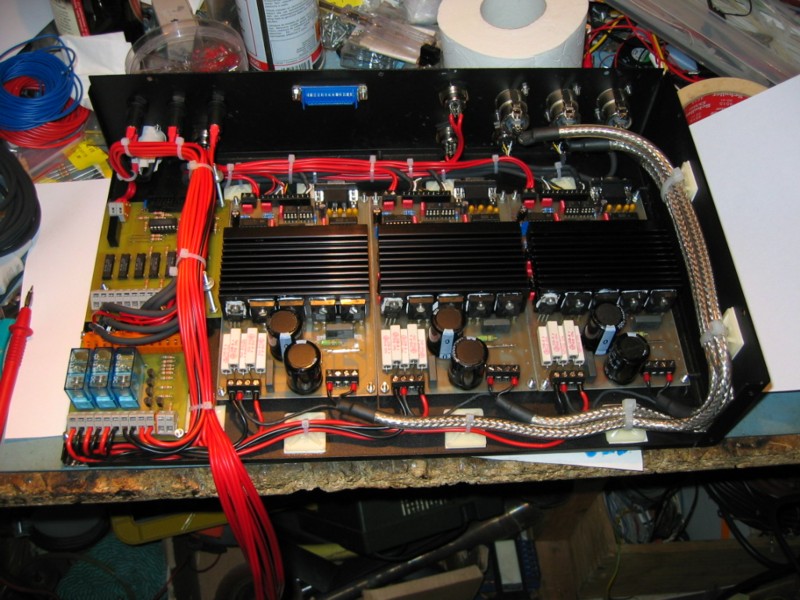
Das
hat auch alles gleich beim ersten Mal super funktioniert. Da war ich
schon ganz schön happy! So jetzt musste die Steuerung nur noch in ein schönes Rackgehäuse und die CNC war fertig. Die Frontplatte des Racks war die erste CNC-Fräsarbeit die ich auf meiner neuen Fräse durchgeführt habe. Es war schon ein riesiges Erlebnis der Fräse zuzusehen, wie sie völlig selbstständig ihre Bahnen zog, nach und nach Buchstaben, Rahmen und Steckerdurchbrüche zum Vorschein kamen. Ich habe gleich daran denken müssen, wie es war als ich noch für einen Durchbruch für einen Sub-C Stecker mit der Bohrmaschine und einer Feile für 30 min im Keller verschwunden bin ;-) . Jetzt dauert die ganze Frontplatte nur noch 10-15 min. |
||
|
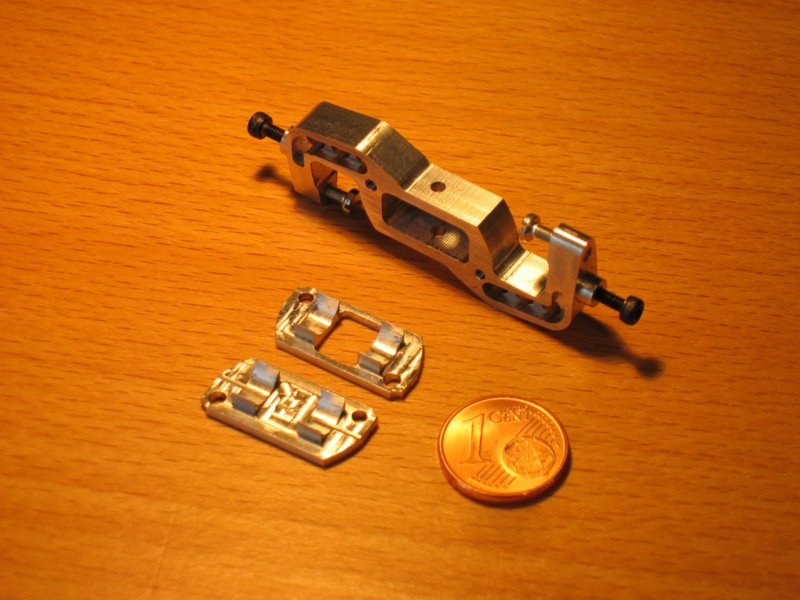
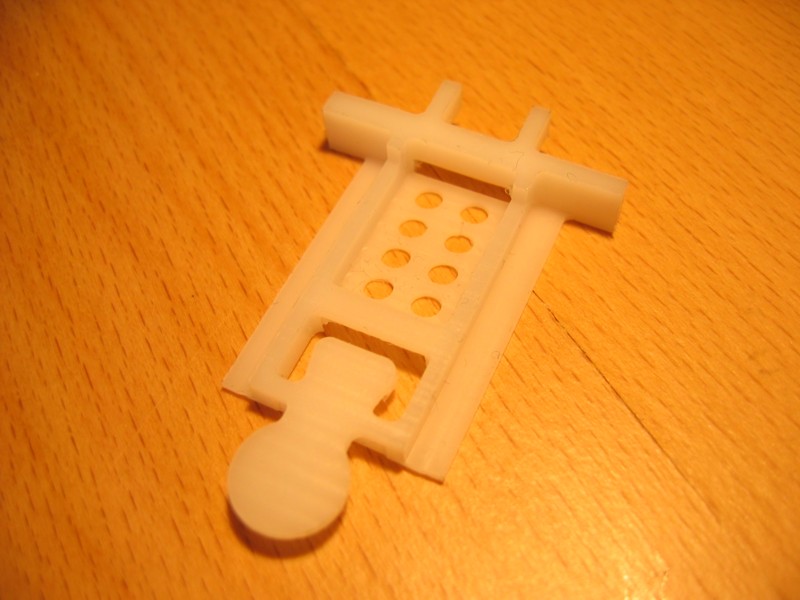
So
hier sind noch ein paar Bilder von Teilen die ich mittlerweile auf meiner
CNC gefräst habe. |
||
|
||
|
|
||
|
Hier
habe ich noch eine schönes Video meiner Fräse. Vorsicht es ist ca. 200MB groß aber ich wollte, dass man was erkennen kann. |
||
|
||
 |
||
|
So,
wenn es noch jemanden interessiert habe ich hier noch ein paar technische
Daten zu meiner CNC-Fräse. |
||
Technische
Daten: |
||
| -16mm Kugelumlaufspindeln
(X-Y-Z) |
||
|
Das
war´s jetzt auch schon, ich habe einfach keine Lust mehr ;-) . Ich könnte mir meine Werkstatt mittlerweile einfach nicht mehr ohne CNC-Fräse vorstellen. Hoffentlich konnte ich euch das Thema CNC etwas näher bringen und den Aufbau meiner Maschine einigermaßen übersichtlich darstellen. Wenn ich bei manchen Themen nicht so ins Detail gegangen bin, möge es mir verziehen sein, aber das hätte den Umfang hier etwas gesprengt. Das Lesen meines „Berichts“ hat euch aber hoffentlich auch so viel Spaß gemacht. |
||